Сварка полипропиленовых труб: инструкция
Содержание:
- Пошаговая инструкция сварки ПП труб
- Монтаж трубопровода
- Как выбрать качественную полипропиленовую трубу
- Типичные ошибки при монтаже
- Распространённые ошибки
- Сборка элементов без применения пайки
- Чего надо избегать во время сваривания
- Диффузная сварка полипропилена
- Разнообразие насадок
- Анатомия полипропиленовых труб
- Как происходит процесс сваривания
- Холодная сварка
- Пайка армированных труб
Пошаговая инструкция сварки ПП труб
После покупки всех необходимых труб и фитингов можно приступать к их сварке. Этот процесс будет рассмотрен пошагово, с иллюстрациями, чтобы не осталось никаких вопросов.
Шаг #1 – обрезка труб
Этот процесс производится с помощью трубореза. Если срез будет скошенный, то более длинная кромка может сформировать при пайке наплыв и сузить внутренний проход фитинга.
Труборез имеет широкое основание, которое помогает выдерживать прямой угол при резке, но это не означает, что контролировать перпендикулярность среза не нужно самостоятельно
Труборезы имеют максимальное ограничение по диаметру, поэтому выбирать нужно ту модель, которая подойдет под купленные трубы.
Шаг #2 – обработка трубы и формирование фаски
После обрезки необходимо сформировать небольшую фаску на детали, которая будет всовываться в раструб. Для этого применяются различного размера ручные калибраторы либо насадки для шуруповерта.
Оба инструмента имеют встроенные ножи, которые формируют фаску со стандартными параметрами.
Формировать фаску насадкой для шуруповерта можно прямо в руках, не прибегая к жесткой фиксации трубы в тисках
Для получения среза нужно насадить трубу на ручной калибратор и несколько раз с нажимом прокрутить вокруг оси.
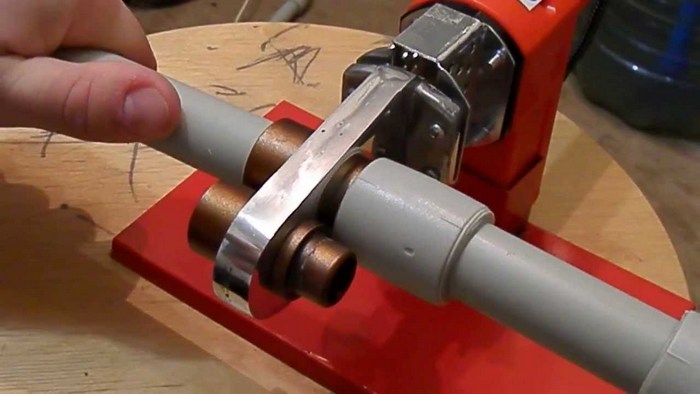
На армированных трубах, помимо фаски, снимается верхний слой ПП и алюминиевой фольги с помощью шейвера. Он имеет вид цилиндра с ручками и подходит только под один конкретный размер.
Не рекомендуется производить снятие слоев армированных труб обычным ножом – это может повредить спаиваемую поверхность и уменьшить прочность соединения
После формирования фаски и снятия алюминиевой фольги требуется вытереть все детали начисто.
Шаг #3 – подготовка паяльника
Температура пайки полипропиленовых труб варьируется от 260 до 280 °C, но любителям лучше использовать безрегулировочные паяльники или нагрев до 260 °C. Рекомендуем подробнее рассмотреть значения температуры пайки полипропилена.
Перед включением необходимо надеть на утюг паяльника двусторонние насадки (дорн и гильзу) и поставить прибор на крестовидную подставку.
Чем мощнее паяльник, тем большее количество труб он может сварить в единицу времени, но для домашних работ достаточно 800-ваттного прибора
Затем следует включить паяльник. При достижении на нем температуры 260 °C загорится сигнальная зеленая лампочка.
Шаг #4 – нагрев и соединение деталей
Работать с трубами рекомендуется в перчатках. Для нагрева деталей необходимо одномоментно одну соединяемую деталь насадить на дорн, а вторую всунуть в гильзу.
Присоединять и разъединять полипропиленовые детали с паяльником необходимо прямо без крутящих движений. Аналогичное правило действует и при соединении разогретых изделий
Для соблюдения глубины соединения можно заранее маркером сделать соответствующую отметку на трубе и ориентироваться на неё при всовывании изделия в раструб.
В нижеприведенной таблице указано нормативное время нагрева, соединения и остывания труб, в зависимости от их диаметра, а также глубина всовывания в раструб. При работе в холодном помещении время нагрева может быть увеличено на 1-2 секунды.
Указанные в таблице временные параметры являются ориентировочными. Точные цифры нужно смотреть в инструкции к конкретной модели паяльника
После нагрева соединяемые детали с усилием прямым движением нужно состыковать до намеченной черты
Важно не допускать поворота деталей
Сдвиги трубы и фитинга друг относительно друга допускаются только в течение 4-12 секунд. После этого любые подвижки будут очень негативно сказываться на качестве соединения.
При соединении деталей их оси должны быть расположены максимально параллельно, потому что через 20-30 секунд исправить кривизну будет невозможно
После соединения необходимо дать полипропилену остыть в течение указанного в таблице времени. Желательно посмотреть на получившийся внутренний шов, чтобы убедиться, что наплыв не перегораживает проход. В противном случае придется перепаивать детали. На этом процесс пайки заканчивается.
Чтобы в процессе сваривания пластика избежать популярных ошибок, рекомендуем ознакомиться с правилами и ошибками пайки.
Монтаж трубопровода
Итак, как варить полипропиленовые трубы?
Инструмент
Начнем с подготовки инструмента.
Нам понадобятся:
Низкотемпературный паяльник с комплектом насадок соответствующего диаметра.
Полный комплект инструмента для работы с полипропиленом.
- Нож для снятия фаски с трубы.
- При работе с армированными алюминием трубами – так называемую зачистку (шейвер) для наружного расположения армирующего слоя и торцеватель – для внутреннего (в середине стенки). Инструменты выпускаются как в виде насадки для дрели, так и под ручную зачистку.
Резка, зачистка
Инструкция по резке не содержит никаких тайн: труба размечается с учетом ее погружения в фитинги и отрезается ножницами-резаком. Затем с ее наружной стороны снимается фаска.
Зачистка алюминиевой фольги осуществляется несколькими оборотами шейвера / торцевателя. Цель – предотвратить контакт алюминия с водой. При определенных обстоятельствах (в частности, при наличии в контуре меди, с которой алюминий образует гальваническую пару) фольга может корродировать, что приведет к уже упоминавшемуся расслоению трубы с катастрофическим падением прочности соединения.
Зачистка ручным шейвером.
Соединение
Как правильно варить полипропиленовые трубы своими руками с помощью паяльника?
- На нагревательный элемент монтируется насадка соответствующего диаметра.
- Инструмент прогревается до штатной температуры.
- С насадкой одновременно совмещаются внутренняя поверхность раструбного фитинга и наружная поверхность отрезка трубы.
- После оплавления полимера детали совмещаются плавным поступательным движением и удерживаются в статичном положении до схватывания расплава. Повороты недопустимы: они создадут на оплавленных поверхностях “волну”. которая резко ослабит соединение.
Труба и фитинг совмещаются поступательным движением без проворота.
Сколько времени занимает нагрев и схватывание? Ответ зависит от диаметра трубы:
| Наружный диаметр (миллиметры) | Продолжительность нагрева (секунды) | Продолжительность фиксации деталей (секунды) |
| 75 | 30 | 10 |
| 63 | 24 | 8 |
| 50 | 18 | 6 |
| 40 | 12 | 6 |
| 32 | 8 | 6 |
| 25 | 7 | 4 |
| 20 | 7 | 4 |
| 16 | 5 | 4 |
Инструмент для сварки полимера недорог; однако у наиболее экономных читателей все же может возникнуть предсказуемый вопрос: как сварить полипропиленовые трубы без паяльника?
При небольшом диаметре трубопровода его можно заменить газовой горелкой, собранной на коленке из баллончика и насадки к нему. В пламени горелки одновременно оплавляются обе свариваемых поверхности; дальнейшие операции ничем не отличаются от рассмотренного выше случая. Недостаток метода – в том, что без долгих тренировок трудно получить равномерное оплавление деталей.
Сварить детали можно и на газовой горелке.
Общие правила
При монтаже полипропиленом систем ГВС и отопления нужно учитывать главную особенность пластика – значительное линейное расширение при нагреве.
- Хомуты на длинных участках не должны препятствовать смещению трубопровода вдоль собственной оси.
- При укладке в штробы между трубой и концом штробы обязательно оставляется незаполненное штукатуркой свободное место ( 0,5 – 1 см).
- Прямолинейные участки протяженностью свыше 3 метров снабжаются кольцевыми или П-образными компенсаторами.
На фото – кольцевые компенсаторы на стояках.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника. Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема. Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Диффузная сварка полипропилена
Паять таким способом полипропиленовые трубы наиболее просто и быстро. Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций: водопровода, ГВС, отопительного контура. Суть метода заключается в одновременном температурном расплавлении стыкуемых поверхностей трубы и фитинга с последующим их соединением. Между расплавленными полимерами происходит взаимная диффузия вещества, что обеспечивает прочную, герметичную стыковку.
Метод диффузной пайки имеет ряд преимуществ, благодаря которым является преимущественно применяемым при монтаже бытовых трубных коммуникаций. Плюсы способы таковы:
- не дорогостоящее оборудование (паяльник);
- несложный и быстрый процесс сварки (пайки);
- пайка полипропиленовых труб своими руками, выполненная правильно, обеспечивает надежное, герметичное соединение трубопровода любого функционального предназначения;
- доборные элементы (фитинги), запорная арматура недороги;
- легко сформировать переход с полипропиленовой трубы на другую (металл, полиэтилен, металлопластик).
Некоторые домашние мастера нарекают, что таким способом сложно, а порой невозможно, паять в труднодоступных местах, относя эту особенность диффузной сварки полипропилена к недостаткам. Однако опыт и наглядные примеры, продемонстрированные в соответствующих видео, доказывают, что при правильном подходе особых сложностей и неудобств в таких ситуациях практически не возникает. Как пример, — следующее видео
https://youtube.com/watch?v=rqFaJWIP7tw
Забежав вперед, вернемся к рассмотрению того, как паять ПП-трубы в стандартной ситуации.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
- PРН. Однослойные изделия, выполненные из гомополипропилена. Применяются в промышленных трубопроводах и системах холодного водоснабжения.
- РРВ. Однослойные изделия из блоксополимера ПП. Применяются при монтаже напольных отопительных сетей и холодных трубопроводов.
- PPR. Однослойные изделия, выполненные из рандомсополимера ПП. Применяются в системах водоснабжения и домашнего отопления с температурой воды до +70°С.
- PPS. Трудновоспламеняемый вид труб с рабочей температурой до +95 °С.
Существуют ещё многослойные армированные детали из ПП.
При нагревании на 80 градусов армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.
Показатели могут быть в другой последовательности и на иностранном языке, но любую расшифровку должны знать менеджеры магазина
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.
Для обрезки верхнего слоя пластика и фольги на армированных трубах нужно приобрести специальный инструмент – шейвер. Он недорог и прост в эксплуатации
Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 14.63%
Кирпичный дом 9.21%
Бревенчатый дом 5.92%
Дом из газобетонных блоков 17.86%
Каркасный дом 35.86%
Дом из пеноблоков 16.53%
Проголосовало: 2789
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.
Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
Преимущества:
простая технология, не требующая покупки электронагревательного оборудования.
Недостаток:
такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Пайка армированных труб
Швейер для зачистки краев трубы
ПП трубы, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками по рабочему давлению и температуре, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированной алюминиевой прослойкой трубы, перед тем как вставить ее в нагревательную насадку электропаяльника, необходимо удалить с конца трубы наружный полипропиленовый слой и алюминиевую оболочку на необходимую длину соединения деталей.
Осуществляется это с помощью специального резака для труб или острого ножа.
Для проведения пайки труб, армированных стекловолокном, такую операцию проводить не нужно.
Видео: как паять армированные полипропиленовые трубы
При выборе системы отопления необходимо учитывать, как эффективность обогрева помещений, так и текущие и плановые расходы на монтаж и дальнейшее обслуживание системы оборудования. Сравнение однотрубной и двухтрубной системы отопления для частного дома.
Узнать о способах регулировки температуры радиаторов отопления.

