Как анодировать металл в домашних условиях?
Содержание:
- Различие между анодированием и окрашиванием
- Теплостойкость
- Теории образования пленок оксида алюминия при анодировании.
- Обсуждение с заказчиком технического задания и подготовка электролита.
- Материалы для анодирования
- Анодирование в домашних условиях
- Способы выполнения процедуры
- Анодирование в сернокислом электролите
- Холодная технология
- Подготовительный процесс
- Теплое анодирование
- Что такое гальваника?
- Хромирование авто
- Особенности анодированных
- Процесс анодирования
- Цинк-алюминий-медные сплавы (ЦАМ).
- Общие сведения о технологии анодирования
- Износостойкость поверхности деталей после анодирования
Различие между анодированием и окрашиванием
Анодное покрытие образуется в результате реакции алюминия с ионами электролита. Получаемое покрытие имеет больший объем, чем исходное алюминиевое основание. Поэтому после анодирования обычно происходит увеличение размеров изделия. При обычном сернокислом анодировании это увеличение размера составляет около одной трети толщины анодного покрытия.
Основное «размерное» отличие между анодным покрытием и слоем краски на алюминиевом изделии заключатся в следующем. Анодное покрытие образуется из
самого алюминия, тогда как слой краски, например, жидкой, дополнительно наноситсяна поверхность алюминия (рисунок 1).

Рисунок 1 – Размерные различия между анодным покрытием и слоем краски
Теплостойкость
Теплостойкость анодных покрытий характеризуется температурой плавления оксида алюминия, которая составляет 2050С, что значительно превосходит температуру плавления чистого алюминия или его сплавов. При повышении температуры оксидные пленки не отслаиваются, но при повышении температуры до 100С возможно растрескивание покрытия, что связано с тем, что коэффициент теплового расширения оксидной пленки около 20% от коэффициента расширения основного металла. Растрескивание оксидной пленки оказывает негативное влияние на коррозионно-защитные свойства покрытий и в некоторой степени ухудшает декоративные качества. Растрескивание покрытий, полученных при использовании хромового электролита значительно ниже, чем покрытий, полученных в серной кислоте. При повышении температуры до 400С начинается процесс дегидратации уплотненных покрытий.
Такие характеристики как тепловое излучение и отражательная способность также находятся в прямой зависимости от характеристик оксидного слоя. Способность излучать тепло для чистого алюминия незначительная, возрастает по мере увеличения толщины оксидного слоя, и при 400С алюминий с толстым оксидным слоем способен излучать тепло с интенсивностью более 70% от излучения абсолютно черного тела, а при рабочей температуре водных и паровых реакторов данная характеристика приближается к 100%. Для увеличения способности алюминиевого изделия отражать тепло толщина оксидной пленки должна быть минимальной и в тоже время в достаточной степени обеспечивать защиту поверхности детали от потускнения. При толщине 0,85 мкм оксидная пленка практически не задерживает ИК излучение и полированная поверхность основного металла отражает до 95% излучения. Очевидно, что отражательная способность в значительной степени зависит от чистоты поверхности материала до анодирования – полированная поверхность с высоким классом чистоты будет отражать тепло эффективнее.
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к «плюсу») сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится — от круглой до «звездочки».
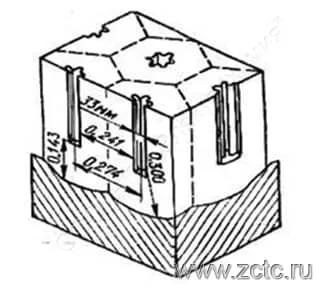
Рисунок 9 — Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов — мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы — зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы — волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.
Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
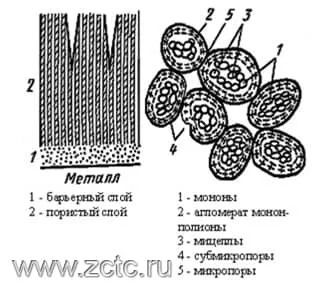
Рисунок 10 — Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких «правильных» покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
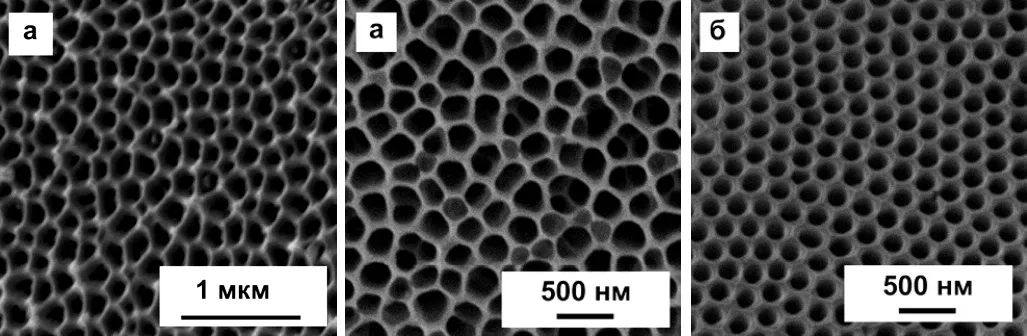
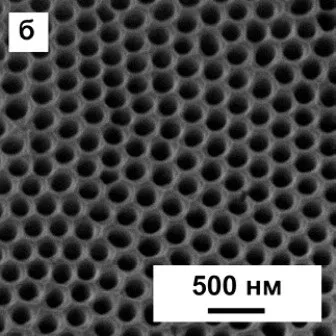
Рисунок 11 — Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более «грязные» варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.
Обсуждение с заказчиком технического задания и подготовка электролита.
Изделие нельзя просто начать покрывать, как только его привез клиент. Обязательно требуется техническое задание (ТЗ) на гальваническое покрытие. Оно составляется исходя из целей клиента. Что он хочет в конечном итоге получить? Его цель – красивый сувенир, который будет лежать на полке – выбираем хром или никель. Цель – защита стального изделия от коррозии на 20 лет – выбираем цинк. Цель – хорошая электропроводность шины в электротехническом шкафу – наш вариант олово/серебро/никель. И т.д.
Здесь же требуется оговорить толщину покрытия. Чем больше толщина — тем лучше покрытие защищает изделие, но и цена покрытия выше.
Если ТЗ на гальванику у Заказчика не имеется — достаточно словестного описание, какие свойства необходимы для изделия. Или в каких условяих будет работать деталь. Грамотный менеджер сам подберет гальваническое покрытие. Вы можете позвонить в наш офис для бесплатной консультации.
Подготовка электролита. Гальванические предприятия работают на заранее приготовленных штатных электролитах. Растворы надежны, проверены и подходят для большинства заказов. Но в ряде случаев требуется развести персональный раствор для достижения определенных характеристик покрытия. Перед каждым запуском нового заказа в работу инженеры анализируют, подойдет ли штатный раствор или нужен персональный.
Материалы для анодирования

Сегодня для анодирования используются различные металлические материалы.В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях

В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Способы выполнения процедуры
Анодирование меди и других металлов может выполняться несколькими способами. Каждый из них имеет свои преимущества и недостатки, особенности проведения.
Теплый метод

Стадии анодирования
Самый простой метод выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода или зеленки можно существенно улучшить эстетические качества обрабатываемых деталей.
Твердое анодирование металла по такой технологии провести не удастся. Если это сделать, на поверхности материала образуется тонкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и легко повреждается. Но если после выполнения подобной обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет отличным. Именно таким способом можно обеспечить качественную защиту от коррозии и продлить срок службы деталей.
Холодный метод
Для выполнения анодного окисления холодным методом необходимо обеспечить стабильность температуры. Она должна находиться в пределах -10–+10°С. Оптимальной температурой считается 0°С, что соответствует параметрам, при которых происходит идеальная электрохимическая реакция.
Методы цветного анодирования алюминия
При достижении указанных показателей анодная и катодная обработка металла будет происходить более качественно, образуя на поверхности прочную пленку. Она лучшим образом защищает от коррозии.
С помощью холодного метода можно выполнить гальваническое напыление меди, золота и прочих металлов. Для этого необходимо правильно рассчитать силу тока, используя специальные уравнения. Полученные детали практически невозможно повредить. Они отличаются долгим сроком службы в особенно агрессивной среде (при контакте с морской водой).
Незначительным минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для изменения цвета применяют метод напыления металла или используют электрический ток определенной величины.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.
Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Методы цветного анодировния алюминия
Что такое гальваника?
Гальваника – раздел в науке «Электрохимия», изучающий процессы осаждения металла или оксида на поверхности изделий для придания им новых функциональных свойств или улучшения внешнего вида. Проще говоря, гальваника — это нанесение на металлические изделия защитной металлической пленки.
Как происходят процессы в гальванике?
В специальную ванну наливают раствор (далее — электролит) и помещают изделие, на которое необходимо нанести покрытие. В этот же раствор помещают «аноды» (куски металла, служащие «донором» для покрытия).
К анодам и изделию прикрепляют трансформатор тока (выпрямитель), аноды цепляют на «+», изделие (катод) на «-». Подается электрический ток. Анод потихоньку растворяется в растворе, а затем осаждается на изделии, тем самым образовывая покрытие.
Иногда заказчик задают вопросы «Вы можете сделать гальванику?». Говорить только «Сделать гальванику», понимая под этим какое-то конкретное покрытие, нельзя. Гальваническим способом осаждается более 30 видов металлов и оксидов, поэтому всегда нужно уточнять, какое именно покрытие требуется. Гальваника — это метод, а, например, гальваническое цинкование — это уже конкретное покрытие.
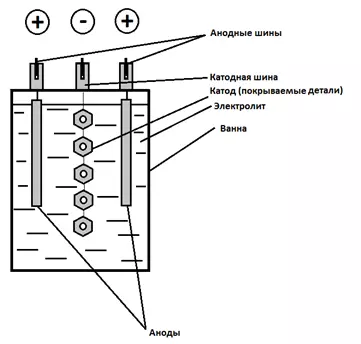
Рисунок 1 — Принципиальная схема электролизера в гальванике.
Эта технология используется на нашем научно-производственном предприятии Электрохимия. Работаем в области гальваники более 7 лет. Мы оказываем услуги по нанесению гальванических и химических покрытий промышленным предпрятиям электронной, авиационной и машиностроительной отрасли. Имеем опыт работ в рамках Гособоронзаказа.
Хромирование авто
Прежде, чем продолжить, нужно уяснить, в автотюнинге термин «хромирование» упоминается как окрашивание краской. Блестящей краской на основе серебра, выглядит она как хром, но ничего общего с настоящим металлическим хромом не имеет.
Дело в том, что настоящий хром обладает огромным количеством полезных свойств, не присущих краске. А для людей, занимающихся реставрацией авто важную роль играет цена покрытия. Нанести краску более чем в 10 раз дешевле, чем металлический хром. Вот её и наносят. Ни о какой износо- и термостойкости здесь речи быть не может.
Если вам тюнинговое ателье предлагает вам хромирование отражателей или дисков, уточните, как они наносят покрытие. Скорей всего, это будет распыление из баллончика или шланга. Выглядит правда круто, но имейте в виду, это просто краска. Любой другой метод (вакуумное, гальваническое, диффузионное) – это уже другое дело, здесь пахнет качеством!
Вот статьи про реставрацию авто хромом:
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.

Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.

Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
Подготовка раствора
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Цинк-алюминий-медные сплавы (ЦАМ).

ЦАМ — сплав цинка с алюминием и медью. Данный материал легко и с высокой точностью льется. Особенностью покрытия данного материала является наличие на его поверхности литейной корочки и скрытых микропор. Ввиду этого, возникает большая опасность появления «пузырей» на покрытии. Кроме того, цинковый сплав прекрасно поглощает водород, образующийся при выполнении гальванических операций. Водород сорбируется при нанесении покрытия и частично десорбируется при хранении. При этом он также может способствовать образованию «пузырей». Для получения качественного покрытия, прочно сцепленного с поверхностью ЦАМ, необходимо применение специализированных технологий.
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Износостойкость поверхности деталей после анодирования
Для оценки износостойкости покрытий используется понятие удельного сопротивления к истиранию, которое характеризуется соотношением износостойкости покрытия к его толщине. Износостойкость напрямую зависит от твердости покрытия и его толщины. Наружный слой покрытия имеет меньшую твердость и износостойкость, что характерно не только для анодных покрытий. При использовании растворяющих электролитов (сернокислого электролита) удельное сопротивление анодной пленки к истиранию увеличивается при повышении напряжения в процессе анодирования. Твердые анодные покрытия имеют в 2-3 раза более высокое удельное сопротивление к истиранию по сравнению с обычными пленками. Существуют различные методы определения износостойкости покрытий, например, регламентирован метод испытания износостойкости поверхности металла при воздействии воздушной струи с абразивом в контролируемом режиме.
Влияние режима анодирования на износостойкость анодных покрытий.
|
Режим анодирования |
Средняя износостойкость, г. |
Толщина покрытия, мкм |
Удельное сопротивление к истиранию, г/мкм |
|
Хромовая кислота |
166 |
5 |
33 |
|
Серная кислота (3,3 н.); 20 мин; 21С; 1,5 а/дм2 |
388 |
10 |
39 |
|
Серная кислота (7,5 н.); 20 мин; 21С; 1,5 а/дм2 |
200 |
10 |
20 |
|
Серная кислота (3,3 н.); 20 мин; 15,5С; 1,5 а/дм2 |
563 |
10 |
56 |

